In den meisten Fällen Arbeiten wir an unseren Maschinen mit CAM Systemen wie Estlcam die uns eine Zeichnung in maschinenlesbaren Code (DIN/ISO G-Code) umwandeln (durch den Postprozessor), dennoch ist es ab und zu von Nöten etwas von Hand anzupassen. Daher ist es gut wenn man den ein oder anderen Befehl kennt.
Kurze Erklärung zu dem Begriff Postprozessor Wikipedia sagt dazu :
„Ein Postprozessor ist ein Computerprogramm, das die Ergebnisse eines Computer-aided manufacturing-Programms in ein CNC-Format umsetzt.
In der Regel versteht man unter einem Postprozessor eine Software oder den Teil daraus, der aus einer Zeichnung ein CNC-Programm erstellt. Weil es eine Vielzahl an CNC-Maschinen gibt, ist jeder Code für die einzelnen Maschinen unterschiedlich. So wird grundsätzlich unterschieden zwischen Heidenhain-Klartext und ISO-Code.
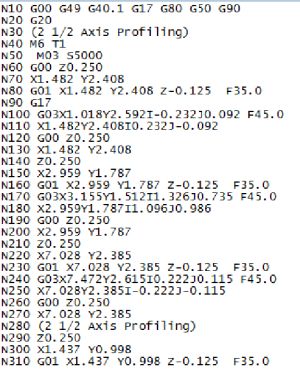
Zeichnungen können über ein Computer-aided-manufacturing-System eingelesen und bearbeitet werden. Das CAM-System erstellt Werkzeugwege, die als Linien oder Bögen dargestellt werden. Diese Geometrieelemente müssen in ein Format übertragen werden, das die Maschine versteht. Der Postprozessor wandelt diese Geometrieinformationen in ein CNC-Format um, z. B. „Linie 100 mm Länge“ wird konvertiert zu „G0 X0 Y0; G1 X100 Y0“.
Ein Postprozessor ist ein Parser, der einen Code (Geometrie) in einen anderen Code (CNC-Code) umsetzt. Der Postprozessor kann mit jeder Sprache programmiert werden.“
Falls ihr euer erstelltes Programm ändern möchtet genügt ein einfacher Texteditor wie Notepad , Notepad++ oder der Windows Editor.
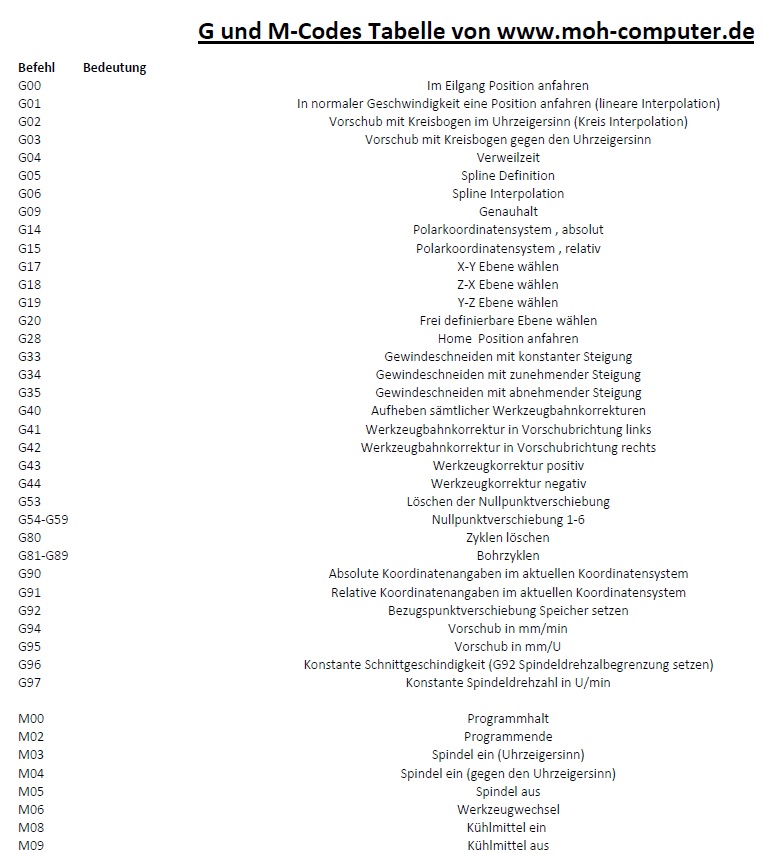
Im folgenden habe ich mal die wichtigsten G und M Codes herausgesucht und zusammengefasst . Am Ende der Seite könnt ihr euch ein druckbares PDF herunterladen. Solltet ihr einen wichtigen Befehl suchen den ich nicht aufgelistet habe , meldet euch, ich werde ihn einfügen und alles aktualisieren.